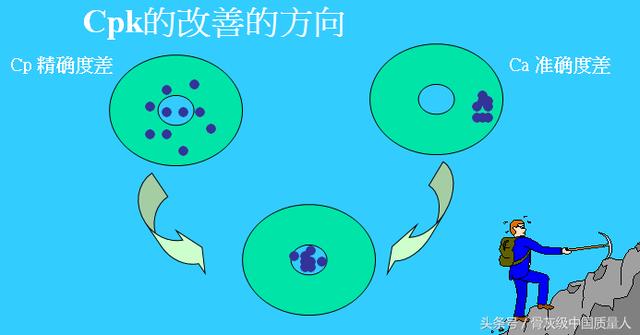
改善的重點
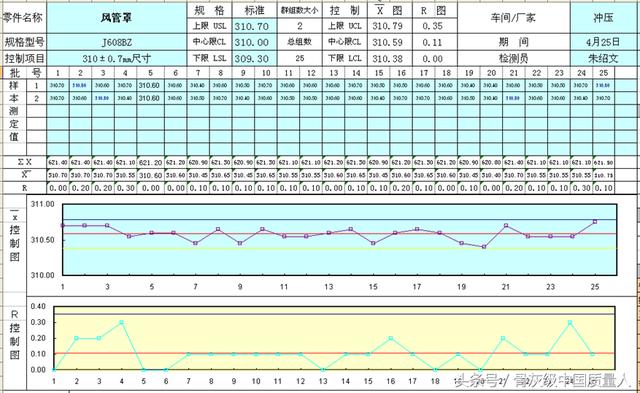
製作X-R圖
檢查過程是否處於穩態,如不是穩態,則先分析並找出原因並除去異常點再重新作圖,如是穩態,則計算CPK。
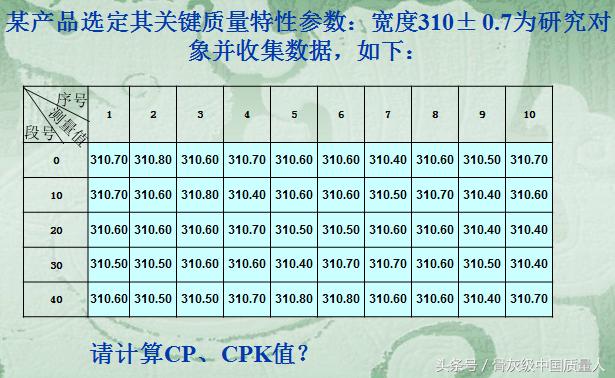
計算CP、CPK
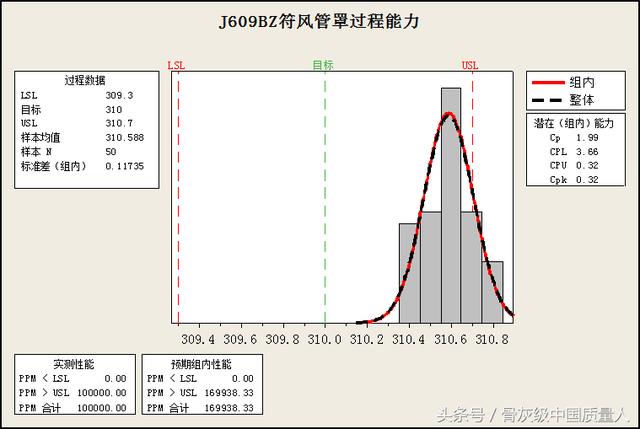
Cpk評價
A、CPK=0.32<0.67,為E級,工序能力非常不足必需改善;
B、CP=1.99>1.33,為A級:此製程比較穩定,無需改善;
C、K=84%>50%為 D級,應採取緊急措施,全面檢視所有
可能影響的要因,必要是停止生產。
所以,我們重點解決K值問題,經分析確定為產品開料工藝尺寸過大,將開料尺寸減小1.2mm即可。
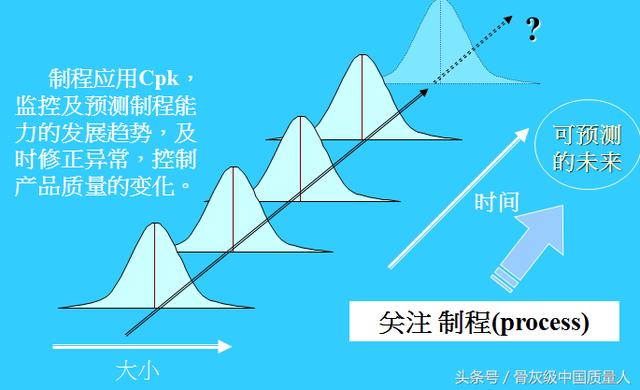
製程應用Cpk
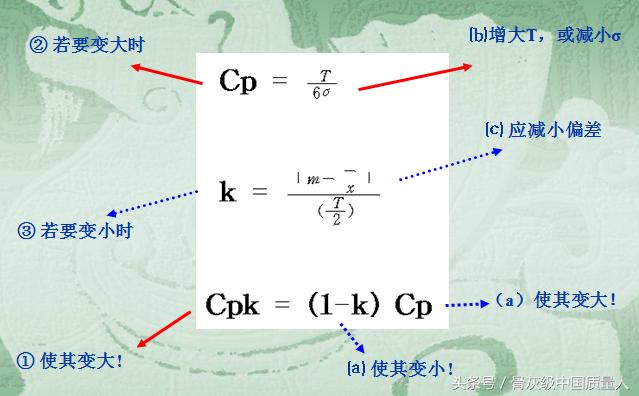
三、提高過程能力指數的途徑
1.調整過程加工的分布中心,減少中心偏移量。
-
通過收集數據,進行統計分析,找出大量連續生產過程中由於工具磨損、加工條件隨時間逐漸變化而產生偏移的規律,及時進行中心調整,或採取設備自動補償偏移或刀具自動調整和補償等;
-
根據中心偏移量,通過首件檢驗,可調整設備、刀具等的加工定位裝置;
-
改變操作者的孔加工偏向下差及軸加工偏向上差大那大傾向性加工習慣,以公差中心值為加工依據;
-
配置更為精確的量規,或採用高一等級的量具檢測。
2.提高過程能力,減少離中程度。
-
修訂工序,改進工藝方法,修訂操作規程,優化工藝參數,補充增添中間工序,推廣應用新材料、新工藝、新技術;
-
檢修、改造或更新設備,改造、增添與公差要求相適應的精度較高的設備;
-
增添工具工裝,提高工具工裝的精度;
-
改變材料的進貨周期,儘可能減少由於材料進貨批次的不同而造成的質量波動;
-
改造現有的現場條件,以滿足產品對現場環境的特殊要求;
-
對關鍵工序、特種工藝的操作者進行技術培訓;
-
加強現場的質量控制,設置過程質量控制點或推行控制圖管理,開展QC小組活動;加強質檢工作。
3.修訂公差範圍
-
修訂公差範圍,其前提條件是必須保證放寬公差範圍不會影響產品質量。在這個前提條件下,可以對不切實際的過高的公差要求進行修訂,以提高過程能力指數。
-
在工序加工分析時,減少中心偏移量的防誤措施,在技術上、操作上比較容易實現,同時也不必為此花費太多的人力、物力和財力,因此把它作為提高過程能力指數的首要措施。
-
只有當中心偏移量K=0,而CP值仍然小於1時,才考慮提高過程能力,減少過程加工的分散程度或考慮是否有可能放寬公差範圍。
-
放寬公差範圍必須不影響產品質量,不影響用戶使用效果。