製程能力指數Ca或k(準確度;Accuracy): 表示製程特性中心位置的偏移程度,值等於零,即不偏移。值越大偏移越大,越小偏移越小。
製程準確度Ca(Caoability
of Accuracy)
標準公式
簡易公式T=USL-LSL=規格上限-規格下限=規格公差
PS.單邊規格(設計規格)因沒有規格中心值,故不計算Ca
製造規格將單邊規格公差調整為雙邊規格,如此方可計算Ca
| |
|
(Xbar - μ) |
|
(實績平均值 - 規格中心值) |
Ca(k) |
= |
────── |
= |
─────────── |
| |
|
(T / 2) |
|
(規格公差/2) |
T=USL-LSL=規格上限-規格下限=規格公差
PS.製程特性定義
單邊規格(設計規格)因沒有規格中心值,故不計算Ca
製造規格將單邊規格公差調整為雙邊規格,如此方可計算Ca
當Ca = 0 時,代表量測製程之實績平均值與規格中心相同;無偏移
當Ca = ±1 時,代表量測製程之實績平均值與規格上或下限相同;偏移100%
評等參考 :Ca值愈小,品質愈佳。依Ca值大小可分為四級
等級 |
Ca值 |
處理原則 |
A |
0 ≦ |Ca| ≦ 12.5% |
維持現狀 |
B |
12.5% ≦ |Ca| ≦ 25% |
改進為A級 |
C |
25% ≦ |Ca| ≦ 50% |
立即檢討改善 |
D |
50% ≦ |Ca| ≦
100% |
採取緊急措施,全面檢討
必要時停工生產 |
製程精密度Cp(Caoability
of Precision)
製程能力指數Cp、Pp、CPU、CPL(精密度;Precision):
表示製程特性的一致性程度,值越大越集中,越小越分散。
或: 雙邊能力指數(長期)
: 雙邊績效指數(短期)
: 單邊上限能力指數
: 單邊下限能力指數
USL:
特性值之規格上限;即產品特性大於USL在工程上將造成不合格
LSL:
特性值之規格下限;即產品特性小於LSL在工程上將造成不合格
:
製程平均數估計值;即製程目前特性值的中心位置
:
製程標準差估計值;即製程目前特性值的一致程度
PS.製程特性定義
單邊規格(設計規格)因沒有規格上限或下限
沒有規格下限 Cp = CPU = Cpk
沒有規格上限 Cp = CPL = Cpk
簡易公式
製程精密度Cp(Caoability
of Precision)
量測製程之實績平均值與規格中心的差異性。
| |
|
(USL-LSL) |
|
(規格上限-規格下限) |
Cp |
= |
────── |
= |
─────────── |
| |
|
6 σ |
|
(6個標準差) |
PS.單邊規格(設計規格)因沒有規格上限或下限
| |
|
(USL-X) |
|
(規格上限-平均值) |
Cpu |
= |
────── |
= |
─────────── |
| |
|
3 σ |
|
(3個標準差) |
| |
|
(X -LSL) |
|
(平均值-規格下限) |
Cpl |
= |
────── |
= |
─────────── |
| |
|
3 σ |
|
(3個標準差) |
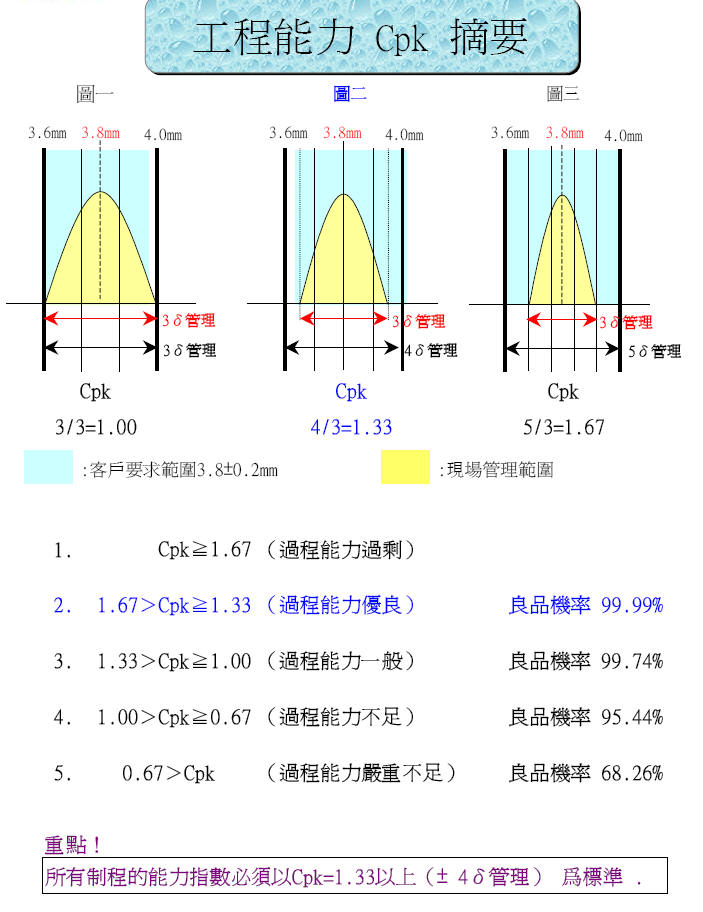
綜合製程能力指數Cpk:
同時考慮偏移及一致程度。
Cpk = (
1 - k ) x Cp 或 MIN {CPU,CPL}
Ppk = (
1 - k ) x Pp 或 MIN {PPU,PPL}
| |
(X –μ) |
K = |Ca| = |
────── |
| |
(T/2) |
PS.製程特性定義
單邊規格(設計規格)因沒有規格上限或下限
沒有規格下限 Cp = CPU = Cpk
沒有規格上限 Cp = CPL = Cpk
評等參考
當Cpk值愈大,代表製程綜合能力愈好。
等級判定:依Cpk值大小可分為五級
| |
| |
等級 |
Cpk值 |
處理原則 |
A+ |
1.67 ≦ Cpk |
無缺點考慮降低成本 |
A |
1.33 ≦ Cpk ≦ 1.67 |
維持現狀 |
B |
1 ≦ Cpk ≦ 1.33 |
有缺點發生 |
C |
0.67 ≦ Cpk ≦ 1 |
立即檢討改善 |
D |
Cpk ≦ 0.67 |
採取緊急措施,進行品質
改善,並研討規格 |
|
估計製程不良率ppm:
製程特性分配為常態時,可用標準常態分配右邊機率估計。
| 等級 |
處理原則 |
| 無規格界限時 |
pUSL = ***
pLSL = ***
p = *** |
| 單邊上限(USL) |
pUSL = P[
Z > ZUSL]
pLSL = ***
p = pUSL |
| 單邊下限(LSL) |
pUSL = ***
pLSL = P[
Z > ZLSL]
p = pLSL |
| 雙邊規格(USL,
LSL) |
pUSL = P[
Z > ZUSL]
pLSL = P[
Z > ZLSL]
p = pUSL+pLSL |
ZUSL= CPU x 3 , ZLSL= CPL x 3
估計標準差(Estimated Standard
Deviation)
1.當 STD
TYPE=TOTAL;製程變異存有特殊原因及共同原因時,以此估計標準差。
2.當 STD TYPE=sbar/c4;使用XBAR-s管制圖分析製程,製程顯示在管制狀態下且特性的分配為常態時,以此估計標準差。
3.當 STD TYPE=Rbar/d2 ;使用XBAR-R管制圖分析製程,製程顯示在管制狀態下且特性的分配為常態時,以此估計標準差。
組標準差(Subgroup
Standard Deviation)
標準差平均
k = 樣本組數
組中位數(Subgroup
Median)
中位數平均
組全距(Subgroup
Range) Ri = Xmax -
Xmin
全距平均
簡易公式
估計標準差(Estimated Standard
Deviation)
1.當 STD
TYPE=TOTAL;製程變異存有特殊原因及共同原因時,以此估計標準差。
2.當 STD TYPE=sbar/c4;使用XBAR-s管制圖分析製程,製程顯示在管制狀態下且特性的分配為常態時,以此估計標準差。
σ = s/c4
3.當 STD TYPE=Rbar/d2 ;使用XBAR-R管制圖分析製程,製程顯示在管制狀態下且特性的分配為常態時,以此估計標準差。
σ = R/d2
組標準差(Subgroup
Standard Deviation) si =
標準差平均 s=∑si/k k = 樣本組數
組中位數(Subgroup
Median)
組全距(Subgroup
Range) Ri = Xmax -
全距平均 R = ∑
Ri/k
中位數平均
組全距(Subgroup
Range) Ri = Xmax -
Xmin
全距平均 R = ∑
Ri/k