

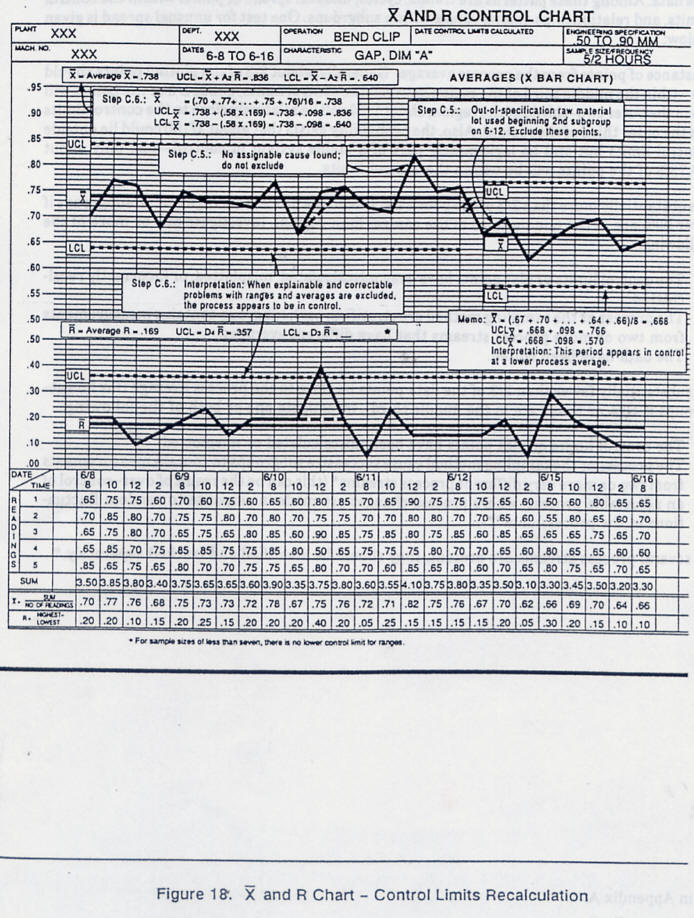
 數據均數- R數具範圍
圖
數據均數- R數具範圍
圖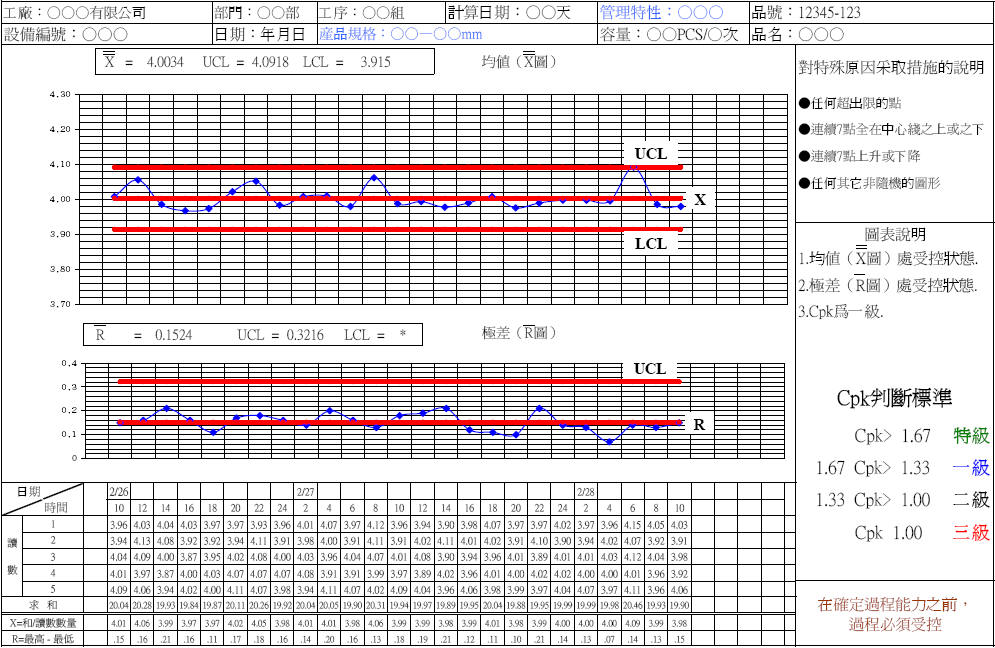



|
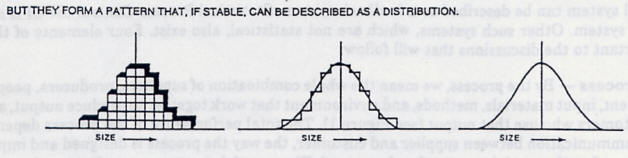
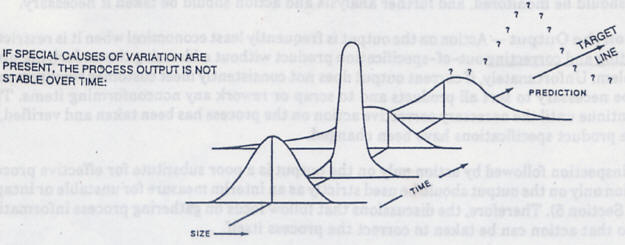
每一零件檢驗值結果都不同
|
|
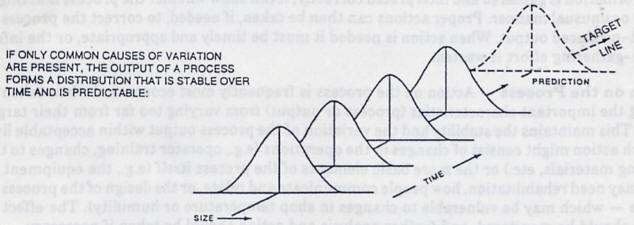
如果一批零件的品質穩定的話,管理圖會呈現分布圖如上
|
|
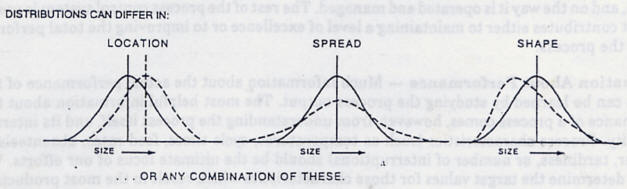
中心值位置不同 上下限位置不同 圖形形狀不同
|
|
製程符合要求
|
|
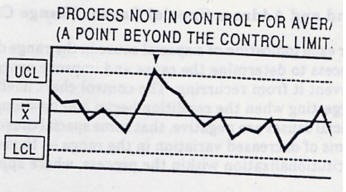
一個存在特殊變異的管製圖是不穩定的,無法預期其呈現的型態
特殊變異呈現的失控與受控圖
|
製程能力控制一般變異符合規定與不符合規定要求之管製圖型
製程能力不符合要求
標準差與範圍 (在一給定的抽樣數中,平均範圍越大,標準差越大)
|
|
持續改善之應用
1. 蒐集資訊,繪成管制圖如上 2. 從資訊中,訂出上下極限值 4. 分析並改進,一般變異,如下PDCA行動改善圖
|
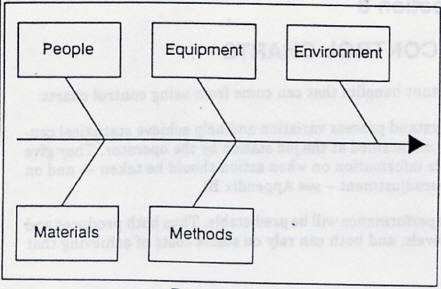
製程原因魚骨圖分析
|
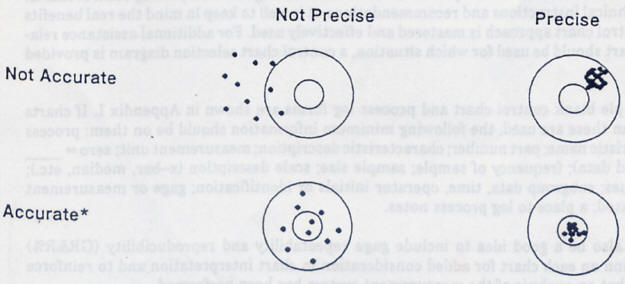
量測方法產生之準確度與精確(密)度
|
|
根據製程蒐集之變異數據製成
|
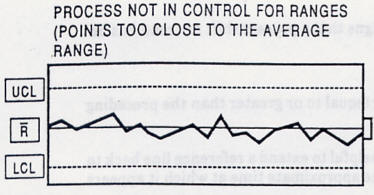
製程不符合的R範圍圖
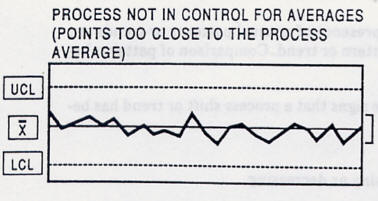
平均R範圍太接近範圍平均值
|
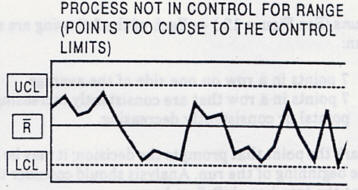
平均R範圍太接近範圍上下極限
|
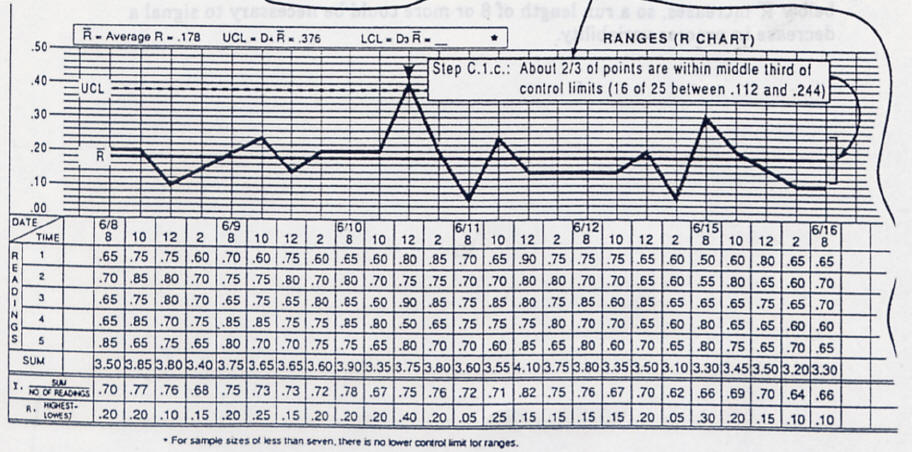
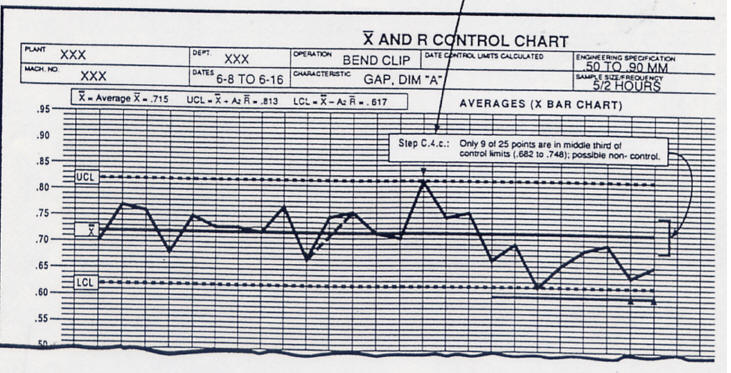
將近有2/3的點落在管制中線上 1/3的點落在管制極限值上
|
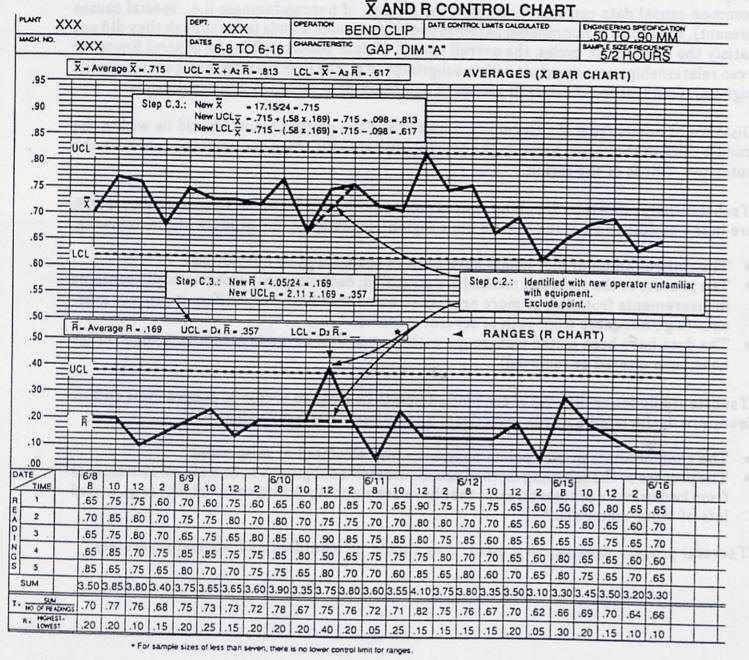
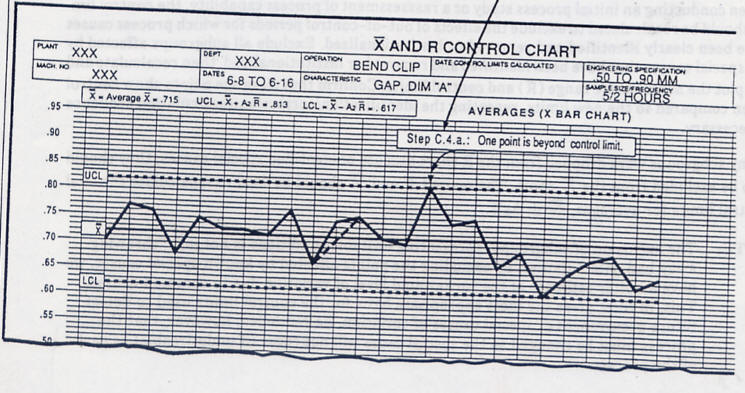
X BAR值有上有下接近標準值,符合製程管制要求
X BAR值超出標準值,不符合製程管制要求
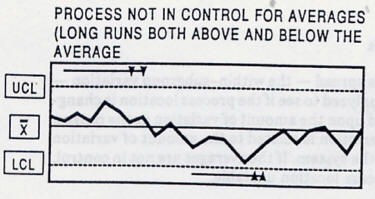
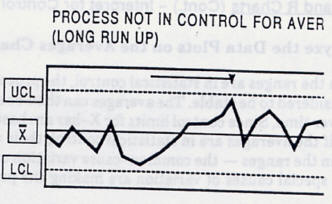
X BAR值長時間在標準值上或下,不符合製程管制要求
X BAR值長時間向上標準值,不符合製程管制要求
|
|
|
不隨機Nonrandom 型態
從平均範圍計算製程標準差
|